






| Өнім атауы | Жібіту құбырлы жылытқышы |
| Ылғалдылық күйінің оқшаулау кедергісі | ≥200MΩ |
| Ылғалды жылу сынағынан кейінгі оқшаулау кедергісі | ≥30MΩ |
| Ылғалдылық күйіндегі ағып кету тогы | ≤0,1 мА |
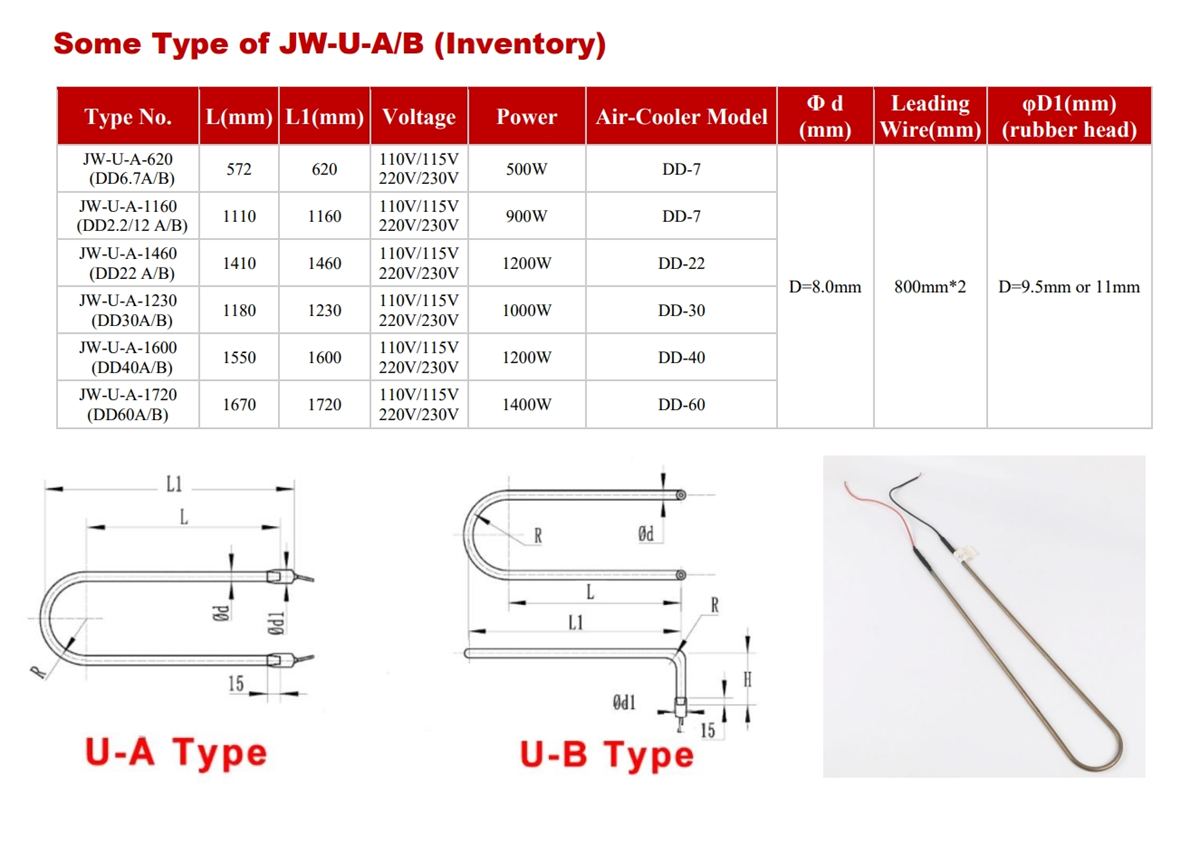
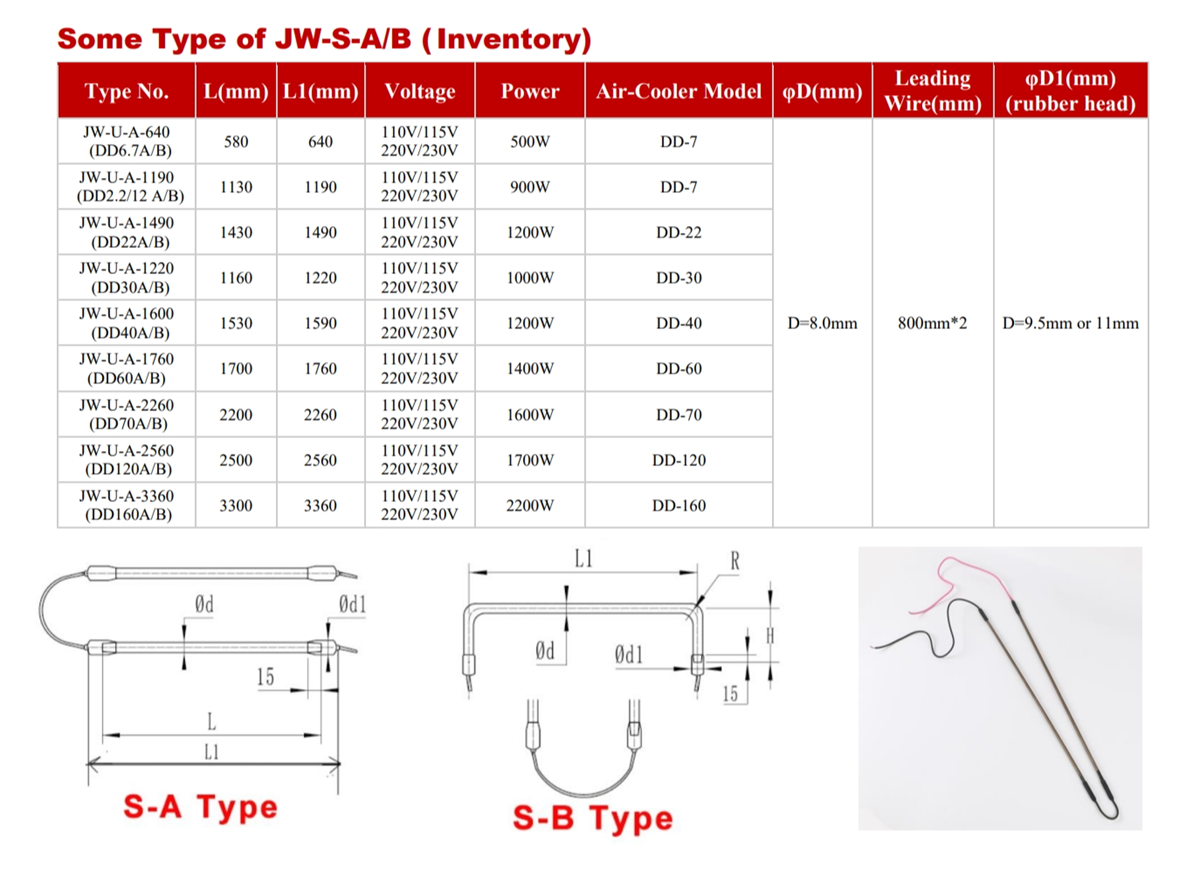
| Түтік диаметрі | 6,5 мм, 8,0 мм, 10,7 мм және т.б. |
| Қуат | Бір метрге 300-400 Вт |
| Ұзындығы | Теңшелген |
| Судағы кедергі кернеуі | 2000 В/мин (қалыпты су температурасы) |
| Судағы оқшауланған кедергі | 750 МОм |
| Қолдану | Жібіту қыздыру элементі |
| Түтік материалы | SS304, SS316 |
| Қорғаныс класы | IP00 |
| Мақұлдау | CE/CQC |
| Еріту құбырлы жылытқышының пішінін, өлшемін, қуатын/кернеуін және қорғасын сымының ұзындығын тұтынушының талаптарына сәйкес реттеуге болады, біздің қоймада ешқандай стандарт жоқ және тапсырыс берген кезде оларды реттеу қажет. Ерітуге арналған қыздыру түтігінің қуаты метріне шамамен 300-400 Вт құрайды, еріту қыздырғышының пішіні түзу, U пішінді, AA типті және басқа да арнайы пішіндерден тұрады. | |



Дренаж желісінің жылытқышы
Құбырлы жылу белдігі
Есік жақтауының жылу сымы
Әртүрлі құбыр материалдарының рұқсат етілген беткі температурасы бірдей емес, мысалы, 304 тот баспайтын болат 450-500 градус, 321 тот баспайтын болат 700 градустан төмен, 310S тот баспайтын болат 900 градустан төмен; бірдей материал мен қуат, ортаның әртүрлі беткі температурасы бірдей емес, 304 тот баспайтын болат қайнаған су, су қайнату түтігінің беткі температурасы шамамен 106 ° C, ал қыздыру ауасының ауа температурасы шамамен 450 ° C болуы мүмкін, қыздыру құйылған алюминийдің температурасы 380 ° C-тан төмен пайдалану ұсынылады, ал жоғары температурада алюминий деформацияланады және тіпті ериді; бірдей материал мен ортада жоғары қуатты электрлік қыздыру түтігі жылдам қыздыру жылдамдығына және жоғары температураға ие.
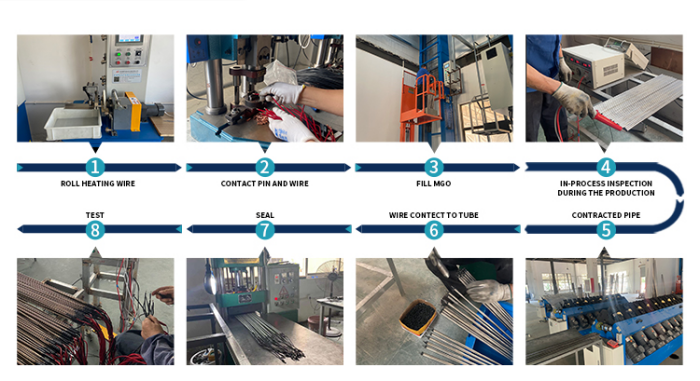
Жібіту қыздыру түтігін өңдеу үшін болат құбыр, толтырғыш, электрлік қыздыру сымы, қорғасын шыбық, тығыздағыш желім, жоғары температуралы сым және т.б. сияқты материалдар қажет. Біркелкі орау қашықтығын қамтамасыз ету үшін өндірістік бір сымды орау машинасына сәйкес кедергі сымын спираль пішініне келтіреміз. Қорғасын шыбық пен кедергі сымын дәнекерлеп, магний ұнтағын толтырғышпен толтырамыз. Ұнтақты толтырғаннан кейін түтік қысылады. Біз қысу және пішіндеу үшін құбырды кішірейтетін машинаны қолданамыз, кедергі сымын және магний оксиді ұнтағын тығыздау үшін қатайтамыз, электрлік қыздыру сымы мен ауа арасындағы оқшаулауды қамтамасыз етеміз, ал орталық позиция құбыр қабырғасына ауытқып, тиіп кетпейді. Содан кейін оны тұтынушы қалаған пішінге келтіреміз.

Сұрау жасамас бұрын, бізге төмендегі сипаттамаларды жіберіңіз:
1. Бізге суретті немесе нақты суретті жіберу;
2. Жылытқыштың өлшемі, қуаты және кернеуі;
3. Жылытқыштың кез келген арнайы талаптары.
Байланыс: Ами Чжан
Email: info@benoelectric.com
Wechat: +86 15268490327
WhatsApp: +86 15268490327
Skype: amiee19940314






